Every production manager in the flexible packaging sector knows the sinking feeling. A shipment of zip bags is due by the end of the week, but the blown film line is running wild. The bubble dances like a flame in the wind, thickness varies from edge to edge, and the downstream zipper application keeps jamming because the profile just won’t seal evenly. The result? Spikes in waste, late deliveries, and a frustrated team trying everything from manual air valve tweaks to crossing their fingers.
This scenario isn’t just a random bad day—it’s a symptom of deeper process instability. When you’re trying to produce film for resealable bags, the margin for error is razor-thin. The zipper needs a perfectly consistent landing zone, and any gauge variation translates directly into functional failure. Let’s break down the real reasons behind bubble wobble and thickness deviation, and how to build a process that stays locked in.
Before we dive into fixes, it’s worth quantifying what thickness deviation actually costs you. For standard films, a ±10% gauge variation might be absorbable. But in zip bag production, the film must meet tight tolerances at the precise position where the male and female zipper profiles are inserted. Even a 5% thickness deviation in that band can cause incomplete sealing, crooked zippers, or end-use leaks.
According to ASTM D882 tensile testing guidelines, inconsistent film thickness directly weakens seal integrity under load. I’ve spoken with converters who reported that reducing thickness variation from ±8% to ±4% cut their customer rejection rate by over 60%. The compounding benefits go further: downstream, the bag-making machine runs faster with fewer stops, and your raw material consumption drops because you’re no longer over-engineering the average thickness just to hit minimum specs in the thin spots. That’s real money staying in your pocket.
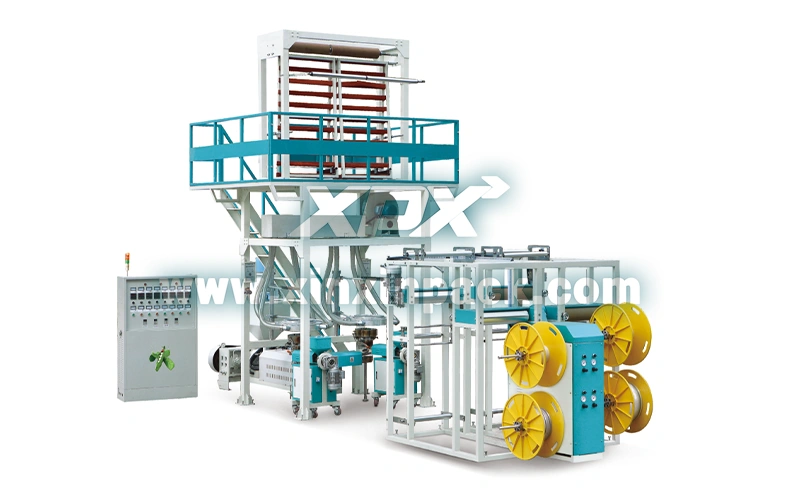
If you're now thinking about how to systematically dial in that kind of improvement, it's worth taking a closer look at what modern purpose-built blown film equipment for resealable packaging can offer in terms of process control.
Bubble instability isn’t magic—it’s physics. When the extruded tube oscillates, pumps, or breathes irregularly, you can trace it back to a handful of interconnected factors:
Air Ring Performance and Ambient Drafts
The air ring is supposed to deliver a uniform, high-velocity stream of chilled air around the full circumference. A clogged lip, an imbalance in chamber pressure, or simply an old single-lip design struggling with high-output rates creates uneven cooling. This is amplified by ambient air currents. An open bay door across the plant floor can hit one side of the bubble and cause a visible lean. Many operators underestimate this until they install simple bubble enclosures—or upgrade to a dual-lip air ring with fine-pitch adjustment—and watch stability improve dramatically.
Die Geometry and Melt Quality
Gauge variation often starts before the bubble is formed. If your die gap is not perfectly concentric, you’ll get heavy and light bands spiraling down the tube. Worn die lips, imbalanced melt temperature across the adapter, or slight misalignment after maintenance can all imprint themselves on the film. Regular die cleaning using brass tools and checking concentricity with a feeler gauge during startups is non-negotiable.
Internal Bubble Cooling (IBC) and Frost Line Control
For higher-output lines, IBC is a game-changer. By exchanging air inside the bubble through a stationary pipe system, you stabilize the internal pressure and pull the frost line into a razor-sharp, consistent height. An unstable internal bubble volume—often caused by a faulty exhaust valve or poor seal at the nip—makes the bubble breathe in and out. That oscillation directly creates cyclical thick-thin patterns you can measure with an online capacitance gauge.
Melt Temperature Homogeneity
One underrated culprit: temperature stratification in the melt stream. If your extruder barrel profiles are set too aggressively, or the screen pack is partially blinded, you can get a melt that’s 5°C–10°C hotter in the center than at the wall. This hits the die and causes variable draw-down, making it impossible to hold gauge. A melt pump before the die is one of the most cost-effective upgrades for eliminating surge and evening out those thermal variations.
When a line is giving you trouble, resist the urge to chase the bubble. Instead, work through this sequence methodically:
Baseline Your Current Gauge Profile. Use an offline thickness profiler to map the layflat at 12 equidistant points across the web for at least 10 full revolutions. This tells you if the heavy spot rotates (die or air ring issue) or stays fixed (collapse frame or nip alignment issue).
Lock in the Frost Line Height. Adjust IBC pressure and air ring volume to set a crisp, steady frost line at roughly 6–8 times the die diameter up from the air ring. Mark it with a non-contact sensor if available; visually, it should be a distinct shift from hazy to clear that doesn’t wave up or down.
Optimize the Blow-Up Ratio (BUR) for Zip Bag Film. For resealable bag films, a BUR between 2.0:1 and 2.5:1 often provides the right balance of transverse direction strength and bubble stability. Going higher without a very capable stabilizing cage invites sagging.
Fine-Tune the Air Ring. Starting from a locked ring, crack individual adjustment segments no more than 1/8 of a turn at a time, waiting 3–5 minutes to see the effect on gauge mapping. Only adjust the areas corresponding to thin spots—overcorrecting is the enemy.
Validate with Zip Sealing Trials On-Line. Once gauge uniformity is improved, run a short section of film through the zipper applicator and check peel force with a tensile tester. This real-world validation closes the loop, making sure the numbers translate to functional bags.
A plant engineer at a Midwestern packaging company shared with me that after adopting a similar protocol—and pairing it with a machine that featured a digital IBC control and an automatic profile control air ring—they reduced startup scrap from 280 kg to under 90 kg per shift change.
We often fixate on machine settings and forget that the film itself can fight you. The presence of anti-block particles, slip agents, or re-processed trim scrap alters the rheology of the melt. Highly filled masterbatches can create localized viscosity drops, leading to gauge thinning right where the zipper needs maximum toughness.
A practical tip: when running zip bag recipes, aim for a melt index (MI) variability within ±0.2 g/10min across your batch. Pre-drying material, even for non-hygroscopic resins, can help thermal consistency. Also, work with your resin supplier to optimize the slip/anti-block package for stable bubble running. Excessive slip will cause bubble slippage in the collapsing frame, generating wrinkle-induced thickness errors.
If all these variables sound like they demand a well-integrated control philosophy rather than patchwork fixes, you’ve captured the core idea. The transition from reacting to preventing often involves moving to equipment that was conceived as a single, cohesive system. You might want to explore how integrated blown film solutions handle zipper-grade films with closed-loop thickness correction and optimized cooling architecture.
When the time comes to invest in new capacity or retrofit an existing line, here’s what separates machines that hold process capability long-term from those that require constant nursing:
Die Design with Spiral Mandrel Distributor: Ensures multilayer melts arrive at the lip with minimal circumferential temperature variation. Look for low shear stress profiles designed for LLDPE and metallocene-rich blends common in zip bag film.
Automated Air Ring with Capacitance Feedback: A segmented air ring that reads online thickness data and adjusts airflow in real-time takes the operator out of the loop for 90% of running corrections. This directly attacks the root cause of gauge drift.
Vertically Adjustable IBC System: Externally adjustable without stopping the line, enabling quick frost line optimization when switching between resin grades.
Stable, Oscillating Haul-Off with Film Tension Control: The collapsing frame and nip must guide the bubble without inducing variable drag. Tapered rollers that gently transition from a round bubble to flat layflat minimize stretching.

One of my favorite sanity checks comes from an experienced extrusion consultant: “If you can’t consistently hold gauge at the customer’s zipper width, your machine isn’t making saleable product—it’s making test scrap.” That bluntness has saved more capital budgets than any glossy brochure.
Hardware only goes so far. The best-performing blown film operations I’ve visited share a common trait: their operators don’t just run the line, they understand the “why” behind each adjustment. They record frost line height, ambient temperature, die pressure, and layflat width every hour on a simple log sheet. That data creates a trend line that predicts a drift before it becomes a defect.
Train your team to recognize the three types of bubble instability: the slow lean (ambient draft), the regular pump (IBC imbalance), and the high-frequency flutter (air ring turbulence). Each has a distinct corrective path. When everyone speaks the same troubleshooting language, a shift change stops being a risk event and becomes a seamless handoff.
For production environments aiming for ISO 22000 or BRC packaging certification, this level of process documentation and control isn’t optional—it’s auditable. The traceability of every roll back to its production parameters becomes evidence of your commitment to food safety in packaging.
Achieving a rock-steady bubble and tight thickness tolerance in zip bag production is not a one-time adjustment. It’s a discipline that lives at the intersection of sound mechanical design, precise process control, and operator expertise. You can achieve remarkable improvements with the existing equipment on your floor by focusing on air ring symmetry, melt quality, and IBC stability. But if your current machine is fundamentally limited—worn screw, outdated air ring, no IBC capability—the ceiling will always be lower than the market demands.
If you’re ready to shift from firefighting to predictable, low-scrap production, it makes sense to evaluate what’s possible with a system engineered specifically for the challenges of zipper film. You can see how Xinxin approaches stability and precision for blown zipper film and discover whether it aligns with your next production goal. Even if you’re not in the market right now, having a clear benchmark for what “good” looks like helps you push your current setup to its full potential.
For a deeper dive into your current process numbers, download our free gauge variation calculation template from the Xinxin Resource Center—it’s a straightforward spreadsheet that converts your layflat measurement series into Cp and Cpk values, letting you talk the language of capability with your team and suppliers.



Environmentally friendly materials
Integrated production lines
Maximising your return on investment